

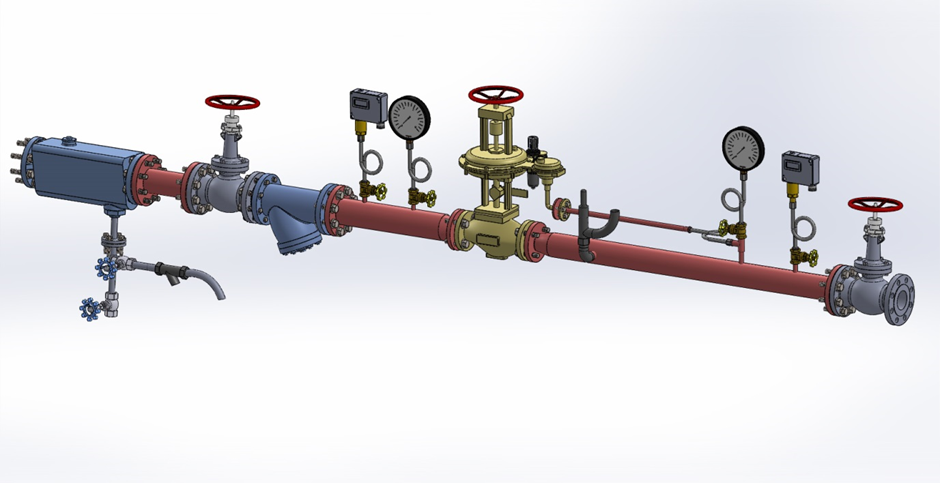
The PRS for manual operations:
This basic system consist of the following instruments for the smooth working of the AGER machine :
- IBR Moisture separator with Trap assembly
- IBR Globe Valve
- IBR Strainer
- Pressure Switch
- Inlet pressure gauge
- IBR PRV with OUR Roboter
- Safety Valve
- Outlet Pressure gauge
- Pressure Switch
- Globe valve
- Manual globe valve
PRS Detail
This set will help in controlling the pressure of the saturated steam but will not reflect the volumetric flow going through the line at the set pressure.
This system will only help you with the monitoring of the pressure and if there is a considerable drop in the set pressure then the pressure switch will signal it to the operating panel to blow the hooter to make the machine operator aware about the change of pressure.
This system will not be able to give you any data output of the flow and the changes in the operating system except for the pressure controlling system.
This is the very basic model of the PRS, widely used to reduce the saturated steam pressure as per the desired machine pressure.
The PRS for Automatic operations:
- 1. IBR Moisture separator with Trap assembly
- 2. IBR Globe Valve
- 3. IBR Strainer
- 4. Roof Heating Valve
- 5. Conveyor Heating Valve
- 6. Inlet pressure gauge
- 7. IBR PRV with OUR Roboter
- 8. Safety Valve
- 9. Outlet Pressure gauge
- 10. Pressure Switch
- 11. Pressure Control Valve
- 12. Pressure Transmitter
- 13. Final Pressure Gauge
- 14. Flow Meter
- 15. Flow Control Valve
- 16. Steam Valve for HT Line
- 17. Steam valve for LT Line
This set is called as the Fully Automatic PLC based PRV station for the Reckon make Loop Ager Machine.
This set will give us the Precise Steam Pressure in terms of PSI and Precise Steam Flow in terms of Kg/Hr.
Above Parameters can be operated directly from the HMI Panel itself, if we wish to change the Flow &/OR Pressure of the saturated steam which is going inside the machine then we have to change it from the HMI panel and then the whole PRS will set itself to achieve those parameters within shortest of time.
E.g. If the Current steam flow of the machine is like 300 Kg/Hr and we want to increase the flow to 325 kg/hr the we just have to set the parameter “STEAM FLOW” to 325 kg/hr and then N-IBR PRV will automatically set itself to Steam flow of 325 Kg/Hr.
There we can see 3 Pressure Gauge in the PRS Station.
- 1. The first gauge will show us the main line pressure which is coming from the boiler line.
- 2. The second gauge will show us the pressure after roboter valve, we can set is as per our requirement manually through OUR ROBOTER.
- 3. The third gauge will show us the pressure which is set by us from the HMI panel.
We are also providing the Steam Traps for the following :
- 1. Main line Moisture Separator.
- 2. Conveyor heating Coil.
- 3. Roof Heating Coil.
They all come with Bypass lines so if in some case trap working is hampered then we can adjust it from the Bypass lines.
In this set we are also providing Automatic Roof heating valve to maintain the roof heating temperature at set value all the time.
Other heating valves are there for Conveyor Heating Coil, Steam Inlet for Low temperature processes and Steam inlet for High temperature Processes.
This system also comes with the Alarm system, if during operation of the machine pressure drops down from its set value from the inlet side then this will be acknowledge by the Pressure Switch which is connected in the PRS Station and it will give a signal to PLC and the signal will be like “Steam Pressure Low” and at the same time hooter will Buzz.
Later on if the Pressure in the HMI set for 25 PSI and it drops down to 20 PSI for more than 5 minutes continuously then it will get a signal to PLC like “Steam pressure 5 PSI low” and hooter will Buzz, same thing will happen with when steam flow will drops down to 100 Kg/Hr same time PLC will get a signal of “Steam flow 100 Kg/Hr Low” and hooter will Buzz.
During production of the machine if operator has to stop the machine for the few minutes for some minor error like stitching of cloth or anything else at the same time if Machine is in Stop condition then PRS Station will be fully functioned to avoid water drops into the machine and Steam Exhaust and Circulation Blower system will also be working at the same time.
This all data’s are coming with the Data Acquisition System, so you can monitor it from your PC or Laptop and Internet Connection. In that you can monitor Data’s like Steam pressure, Steam Flow, Chamber Temperature and Roof Heating Temperature.